
This automatic bag emptying system was designed for a business that needed to automate powder discharge from bags while maintaining a clean, dust-controlled environment.
NEED HELP FAST? We have over 40 years' experience with Bulk Material Handling, Packaging, and Processing. (979) 217-1480 GET A QUOTE
NEED HELP FAST? (979) 217-1480 GET A QUOTE

Bag handling conveyors and packaging conveyors are an essential part of a bagging system. They allow you to seal, convey, transfer, turn, merge, flatten, and palletize filled bags for stacking, palletizing, storage, and sale. Are you looking to automate more of your packaging process? A redesigned bag conveyor transfer system that includes a bag flattener, new transfer conveyors, and other packaging conveyors can help move filled bags toward an automated robot palletizer more quickly and with greater efficiency than operators, yielding the highest return on investment.
The case studies below feature packaging systems that use some type of bag flattener, transfer conveyor, 90 degree transfer conveyor, v-belt conveyor, palletizing conveyor, pallet conveyor, or bag kicker. Electrical requirements for all conveyors fall in the range of 220 or 440 volt, 3 phase, and 60 cycle.
Ask a question or Get a Price Quote. Use our Express Contact Form or call: (979) 217-1480
Category | Bag Handling Conveyors | Bulk Processing Equipment |
This automatic bag emptying system was designed for a business that needed to automate powder discharge from bags while maintaining a clean, dust-controlled environment.
Category | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Open Mouth Bagging Machines |
 Use a professionally manufactured animal feed bagging machine and equipment to fill 20-110 lb. paper or plastic open mouth bags (50lb. bags being the most popular) with many different types of feed. Buy just the feed bagging machine or an entire bagging system that includes a 25-100 cu. ft. storage hopper, feed bagger, bag conveyors, bag sewing machine, palletizer, and more.
Use a professionally manufactured animal feed bagging machine and equipment to fill 20-110 lb. paper or plastic open mouth bags (50lb. bags being the most popular) with many different types of feed. Buy just the feed bagging machine or an entire bagging system that includes a 25-100 cu. ft. storage hopper, feed bagger, bag conveyors, bag sewing machine, palletizer, and more.
Need an automatic bagging machine or system for faster bagging and palletizing?
We can also provide an automatic bagging machine or system to fit existing bagging operations including a high-speed net weigh bagger, industrial bag handling conveyors, robotic palletizers, lower-cost gantry palletizers, and more.
Need to fill big bulk bags with animal feed?
Learn more about filling bulk bags with feed or seeds.
Category | Automatic Bagging Machines | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Bulk Processing Equipment |
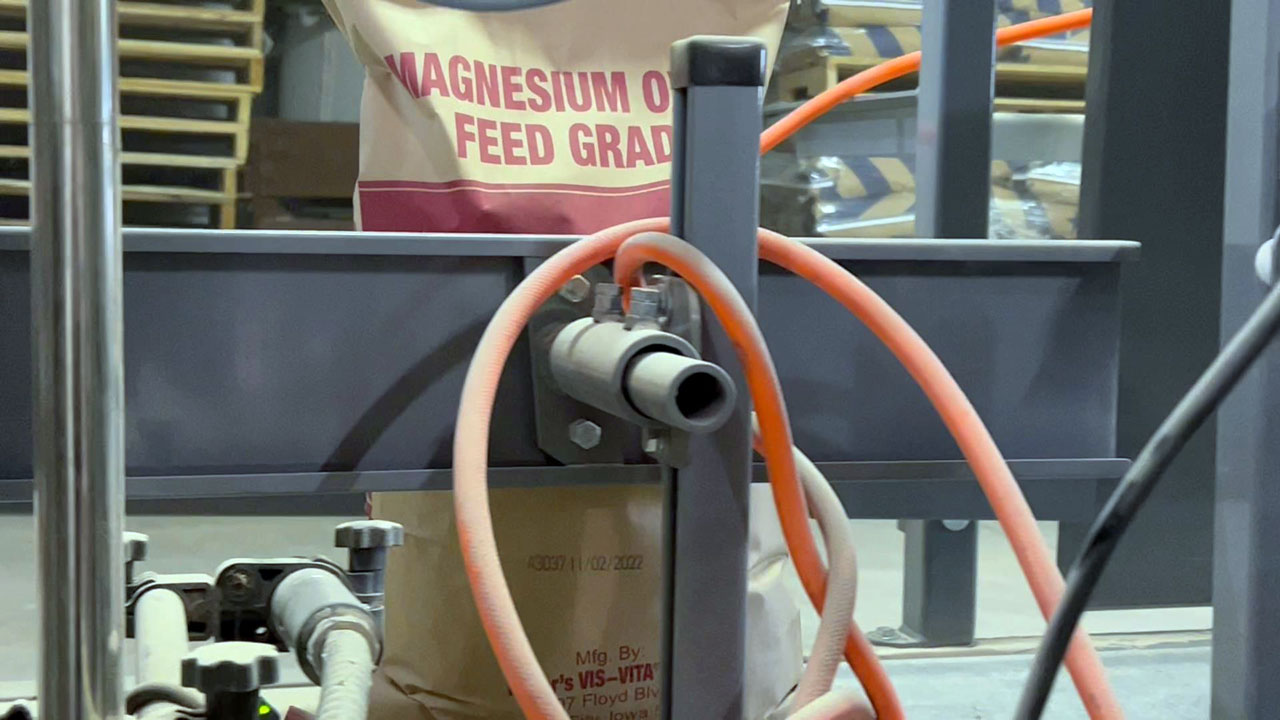
Lot code, batch number, and date printed on bottom part of bag after passing by print head on bag closing conveyor
This lot code printer was put to the test in an animal feed and minerals packaging line. Multi-wall open mouth paper bags, filled with animal feed are sewn shut. Then, they pass in front of the lot code printer on a conveyor before robotic palletizing. As each bag passes the lot code printer, a lot code and date are printed on the bottom part of the bag. Each of these unique codes helps to identify the date when the batch of product was produced and packaged.
Category | Auto Palletizers for Bags and Boxes | Automatic Bagging Machines | Bag Handling Conveyors | Valve Bag Fillers |

These valve bag filling machines are used to fill 50 Lb. paper valve bags with different types of high-quality silica sand. After filling, bags are conveyed to an automatic palletizer that stacks the bags on a pallet.
This type of silica sand is a high-quality round and sub-round silica sand with mesh sizes ranging between 8×16 and 100. It has many uses including:
Category | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Open Mouth Bagging Machines |
 The Grain and Corn Bagging System combines product storage, filling, and bag closing into one system. Efficiently fill and close 30-50 lb. paper and poly-woven open mouth style bags.
The Grain and Corn Bagging System combines product storage, filling, and bag closing into one system. Efficiently fill and close 30-50 lb. paper and poly-woven open mouth style bags.
The system has been engineered for bagging deer corn (whole corn), feed, seed, and other grains. The manual, or mechanical, bagging option includes automatic weighing. The system is upgradeable to a higher packaging speed with the addition of a high-speed bag sewing system to quickly close the bags. Additional options are available including hand held bag sewing machines, bag flattening conveyors, and bag stacking systems.
Category | Auto Palletizers for Bags and Boxes | Automatic Bagging Machines | Bag Handling Conveyors | Bulk Processing Equipment |

One of our manufacturers recently designed and implemented an automatic depalletizer and bag dump station for a customer in the chemical industry. The system involves a robot depalletizer that unstacks 50 lb. bags of chemical powders from a shipping pallet located to the left and right side of the robot. The bags are picked up 3 at a time and placed 1 at a time on a conveyor that transports them to an inclined belt conveyor that discharges them into automatic bag dump station. In this article, we’ll provide an overview of the system, explain how the robot depalletizer system works using a vision system, and outline the features and benefits of the system.
Category | Auto Palletizers for Bags and Boxes | Automatic Bagging Machines | Bag Handling Conveyors | Open Mouth Bagging Machines |

Pallets stacked by 2 robotic palletizers are automatically conveyed into one stretch wrapper. A hood is also applied during wrapping.
Category | Auto Palletizers for Bags and Boxes | Bag Handling Conveyors |

This unitizing system automatically applies a water-based glue, or palletizing adhesive, to plastic bags, paper bags, or corrugated boxes on a conveyor before they are palletized. This non-hazardous glue helps to secure the palletized bags in place to prevent slipping and sliding in the pallet stack.
Category | Bag Handling Conveyors |
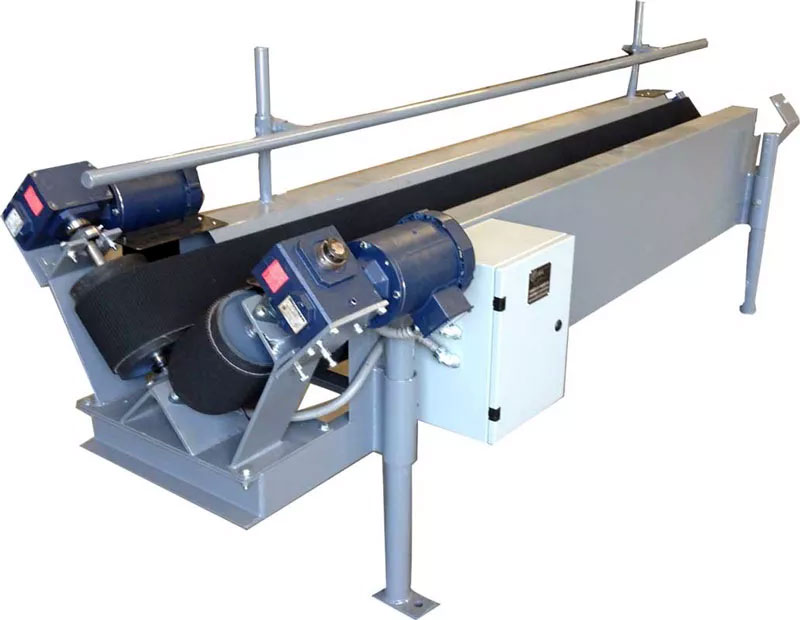
V-Shaped Belt Conveyor
A v-shaped belt conveyor cradles or holds open top bags upright as they travel through an industrial bag sewing machine or band heat sealer. They can also be called v-trough conveyors or v-belt stand up bag closing conveyors.
Category | Auto Palletizers for Bags and Boxes | Automatic Bagging Machines | Bag Handling Conveyors | Bulk Bag Unloaders | Bulk Processing Equipment | Industrial Mixers | Open Mouth Bagging Machines | Small Bag Fillers | Small Vibratory Feeders |

Automate your candy and chocolate production lines and processes!
New or existing candy and chocolate production lines can be fully automated and equipped with control systems on all processing units.
Category | Auto Palletizers for Bags and Boxes | Bag Handling Conveyors |

Incline conveyor takes 50 Lb. bags of shelled corn up to a gravity roller accumulation table
One or more operators can use manual palletizing equipment to stack open mouth bags and valve bags containing a variety of agricultural products such deer corn, cottonseed hulls, oats, alfalfa pellets / cubes, soybean meal, barley, dried molasses, and mixing / stock salts. They can also stack bags filled with industrial products such as chemical powders, cement, mortar, and pigments.
Category | Auto Palletizers for Bags and Boxes | Automatic Bagging Machines | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Open Mouth Bagging Machines |
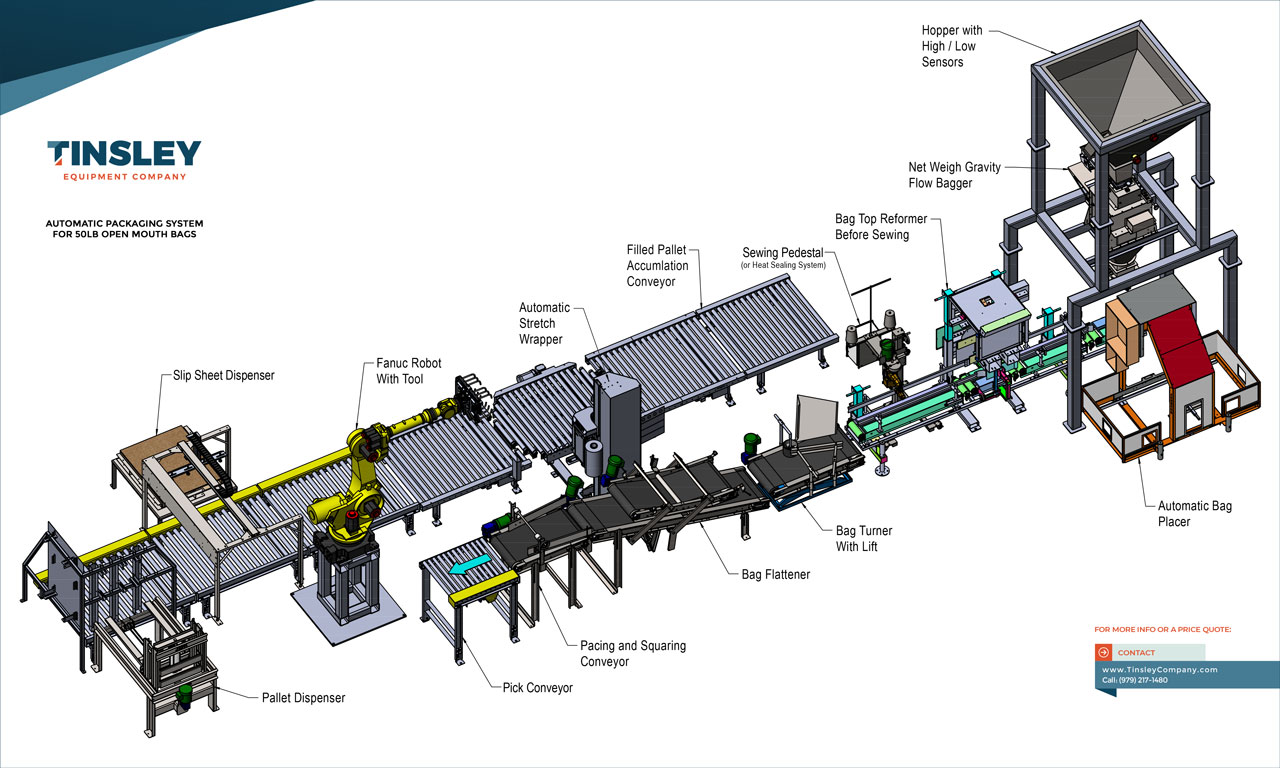
Automated Packaging & Palletizing System for 20-100 Lb Bags (click for larger image)
This automated packaging and palletizing system is designed to fill 20-110 lb. open mouth poly bags at a rate of 10 bags per minute or more. Free-flowing and dry bulk material flows from the 80 cu. ft. hopper into a net weigh gravity flow bagging scale that includes a vibrating feeder with a gravity gate. The feeder doses a set amount of product into the internal weigh hopper of the bagging scale.

Category | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Open Mouth Bagging Machines |
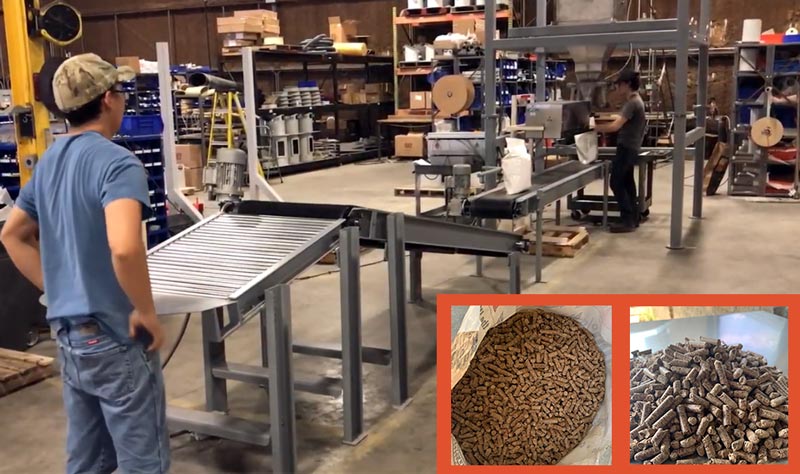
The NWB, or Net Weigh Bagger, is used for bagging BBQ wood smoker pellets at a rate of 20 tons per hour into open mouth bags. It is a great solution to accurately fill bags to a set target weight of 25 – 60 pounds.
Category | Bag Handling Conveyors | Bag Sewing Machines and Heat Sealers | Open Mouth Bagging Machines |

This wood pellet bagging equipment is used to fill and seal 20-110 pound paper or plastic bags with hardwood pellets that are used for smoking and grilling BBQ. It can also be used to bag wood chunks and chips. The typical system available for purchase includes a 37 -or- 71 cubic foot supply hopper, a mechanical -or- digital gravity fed bagging machine, bag closing equipment, and a palletizer.