Filling Boxes with Chopped Metal Fibers

This box filling machine fills empty boxes with chopped metal fibers by weight. The metal fibers are added to concrete to increase its strength.
NEED HELP FAST? We have over 40 years' experience with Bulk Material Handling, Packaging, and Processing. (979) 217-1480 GET A QUOTE
NEED HELP FAST? (979) 217-1480 GET A QUOTE
Category | Bulk Processing Equipment | Small Vibratory Feeders | Vibration Tables |
This box filling machine fills empty boxes with chopped metal fibers by weight. The metal fibers are added to concrete to increase its strength.
Category | Bulk Processing Equipment | Screening Fine Sand, Powder, and Chemicals |

A US lime producer needed to replace 2 brute force vibratory screens at their limestone quarry due to constant failure of the drive bearings, lost production time, and maintenance costs. After discussions with plant engineering, a single unit with a natural frequency drive screen was selected to process crushed limestone at a rate of 650 tons per hour.
Category | Bulk Processing Equipment | Pneumatic Conveying Systems |

This pneumatic conveying system was installed at a paint production facility and was used to convey titanium dioxide over a distance of 400 feet to material receiving hoppers. It was also designed to pneumatically convey calcined clay, calcium carbonate, mica, amortized silica, and feldspar.
Category | Bulk Processing Equipment | Industrial Vibration Motors |

Industrial Vibration Motor
These industrial vibration motors are used on bulk processing equipment such as large feeders, conveyors, vibrating tables, vibratory screens, bulk bag filling machines, big bag unloaders, and more.
Need Help Fast?

Category | Bulk Processing Equipment |

Baghouse for Asphalt Plant
This baghouse, or dust collector, was installed at an asphalt plant. It increased production capacity by 33%.
The asphalt producer had an undersized system and could not produce at the capacity needed in a reasonable time. Trucks waited up to 2-1/2 hours for each new batch of asphalt. The problem was particularly urgent since the business had grown substantially.
Category | Bulk Processing Equipment |

Dust Collector for Chemical Blending and Packaging
This dust collector was used at a chemical blending company. It was set up to collect dust generated at the blender, extruders, scales, and packaging.
This producer of batch chemicals, located in the Southeastern U.S., had been operating their process for several years without air pollution and dust control.
Category | Bulk Processing Equipment |
 These industrial pumps transfer cement at high rates over long distances. They were a part of a project designed to replace the energy and maintenance of existing heavy screw pumps at a cement plant. The objective was to reduce operating cost of pumping cement and the maintenance that comes along with it.
These industrial pumps transfer cement at high rates over long distances. They were a part of a project designed to replace the energy and maintenance of existing heavy screw pumps at a cement plant. The objective was to reduce operating cost of pumping cement and the maintenance that comes along with it.
Category | Bulk Processing Equipment | Magnetic Separation |
 A screening machine with two decks was built for a manufacturer of high density colorants used for plastic injection molding. They required the screen to remove longs and fines from the product flow that consisted of pellets. A second concern was to ensure that no ferrous particles like metal nuts, washers, bolts, or other foreign items got into the finished product. These types of tramp material could damage the expensive plastic injection molding machines.
A screening machine with two decks was built for a manufacturer of high density colorants used for plastic injection molding. They required the screen to remove longs and fines from the product flow that consisted of pellets. A second concern was to ensure that no ferrous particles like metal nuts, washers, bolts, or other foreign items got into the finished product. These types of tramp material could damage the expensive plastic injection molding machines.
Category | Bulk Processing Equipment | Dewatering Screens & Wet Screening Solutions |
Integrated dewatering system with double roll crusher
This continuous and automatic dewatering system turns wet petroleum coke slurry and sludge into dry solids that can be stacked or conveyed easily. The system requires little or no maintenance and is not affected by the amount of water in the solids. It can be stationary or mounted on tracks and rails.
This type of dewatering system fits most coking applications. It can also be used for other types of bulk solids that require industrial scale drying before loading onto rail cars, trucks, barges, or ground storage. It uses the principle of two-mass, natural frequency, sub-resonant magnification. This means that a small exciting force acts upon a coil spring amplification system to alternately store and release energy and move material in a shuffling motion.
Category | Bulk Processing Equipment | Pneumatic Conveying Systems |
 A cast plaque factory used the Ashveyor pneumatic conveying system to reduce new foundry sand purchase and disposal requirements. The factory is one of seven in North America that produces cast aluminum and bronze, etched, ADA, ceramic inserts, bas-relief, giclee, and photo relief plaques.
A cast plaque factory used the Ashveyor pneumatic conveying system to reduce new foundry sand purchase and disposal requirements. The factory is one of seven in North America that produces cast aluminum and bronze, etched, ADA, ceramic inserts, bas-relief, giclee, and photo relief plaques.
Category | Bulk Processing Equipment | Pneumatic Conveying Systems |
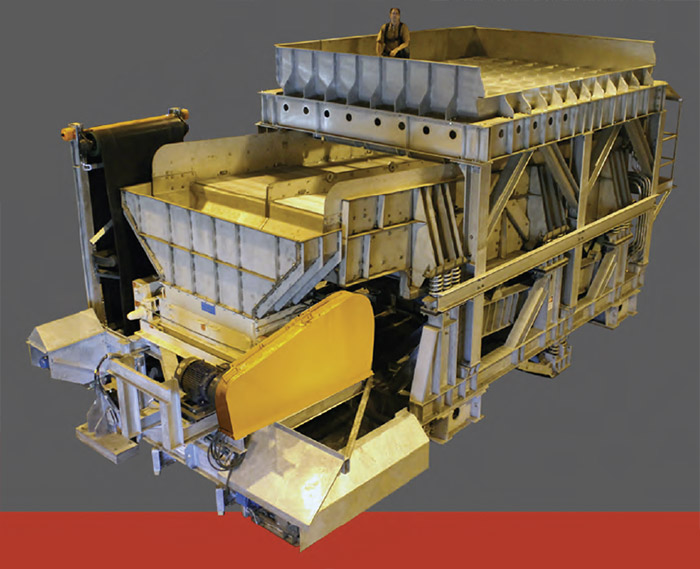
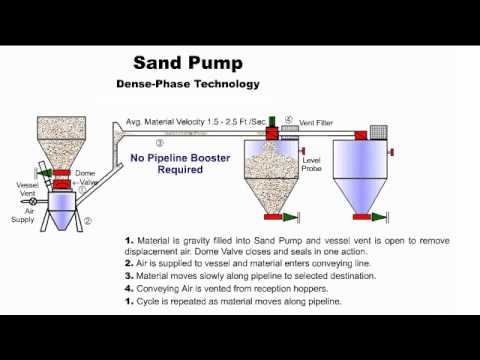
This type of sand pump and transport system moves sand and other abrasive bulk solids in a discontinuous, dense-phase pneumatic conveying system. This type of movement can also be referred to as “slug flow”.
Watch a Video
Category | Bulk Processing Equipment |

This vibrating indirect cooling conveyor is used to cool thermally treated hazardous waste from 600°F to 200°F using water as the cooling medium. The conveyor is 5 feet wide by 50 feet long. The conveying trough uses deck plates with convoluted embossing, through which the cooling water flows to remove the heat from the hazardous waste. The cooling chamber is totally enclosed and vented. It is made of carbon steel and the industrial vibration motor uses a natural frequency design with a low HP.
Category | Bulk Processing Equipment |

Indirect Cooling Vibratory Spiral
Indirect cooling vibratory spirals incorporate very long cooling lengths and large surface areas for extended residence time for the cooling of air sensitive granular solids. These types of solids can include crumb rubber, granular chemicals, and food products, such as rice.
The large spiral conveyors incorporate a variable rate, two mass, natural frequency drive technology that allows for the fine tuning of the residence time for optimized cooling. The cooling chambers can be totally enclosed and conditioned with air or inert gas purged as the application requires.
The cooling spiral as shown above is 78 inches in diameter with an overall lift of 21 feet. The conveyor is driven by (2) 3 HP industrial vibration motors. The spiral incorporates 240 square feet of cooling trough and 420 square feet of cooling surface area. It uses water flowing under the conveying trough for the cooling of the granular solids in the pan.
Category | Bulk Processing Equipment |

In this system, an indirect cooling vibratory conveyor is used to cool regenerated catalyst from 3,000°F to 300°F. This is done using 180°F cooling water obtained from a previous cooling step in the regenerative process.