This heavy duty bulk bag unloader was specially designed to dispense chopped strand fiberglass from bulk bags into 50 pound cartons. The cartons were filled to an exact weight (+/-0.1 pounds) in 20 to 30 seconds. The unloader had a self contained hoist to feed the fiberglass at a controlled rate to a scale. The quiet two-speed, air-powered feeder is automatically controlled by the scale’s fast and dribble flow set points.
These types of industrial mixers are designed for abrasive and difficult to mix minerals. Mixing capacities range from eight cubic feet to six cubic yards.
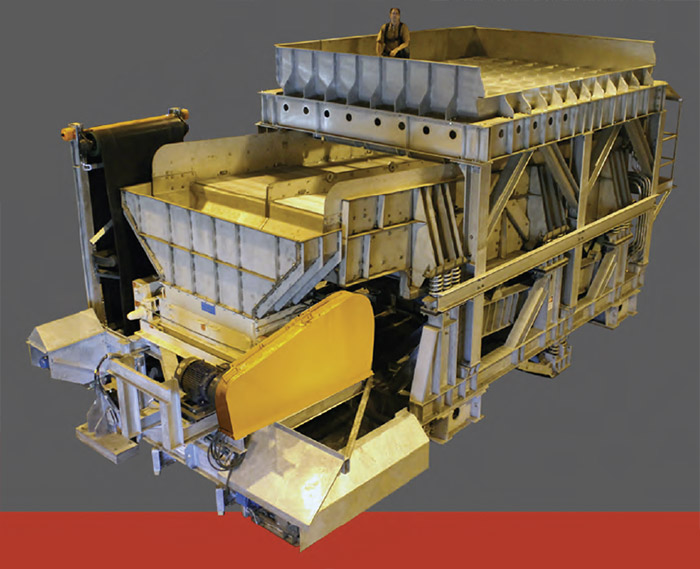
Integrated dewatering system with double roll crusher
This continuous and automatic dewatering system turns wet petroleum coke slurry and sludge into dry solids that can be stacked or conveyed easily. The system requires little or no maintenance and is not affected by the amount of water in the solids. It can be stationary or mounted on tracks and rails.
This type of dewatering system fits most coking applications. It can also be used for other types of bulk solids that require industrial scale drying before loading onto rail cars, trucks, barges, or ground storage. It uses the principle of two-mass, natural frequency, sub-resonant magnification. This means that a small exciting force acts upon a coil spring amplification system to alternately store and release energy and move material in a shuffling motion.
A cast plaque factory used the Ashveyor pneumatic conveying system to reduce new foundry sand purchase and disposal requirements. The factory is one of seven in North America that produces cast aluminum and bronze, etched, ADA, ceramic inserts, bas-relief, giclee, and photo relief plaques.
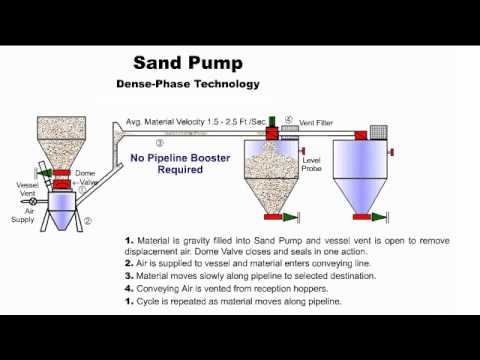
This type of sand pump and transport system moves sand and other abrasive bulk solids in a discontinuous, dense-phase pneumatic conveying system. This type of movement can also be referred to as “slug flow”.
A waste wood power boiler uses a wet scrubber to remove ash from the boiler system. The water containing unburned carbon (char) and sand with grit is then pumped at a rate of 2,300 GPM to vibratory dewatering screens. The urethane screen panels remove the char and most of the sand and grit from the water. These solids are then moved by conveyor or front end loader to the wood yard. The water is sent to the clarifier system for further solids removal. The unburned carbon is re-injected into the boiler as fuel.
In the production of cement, there is a waste product collected from the hot gas discharge of a kiln. This waste material is commonly called Cement Kiln Dust, or CKD. Because there are limited markets for CKD, it is usually sent to surface impoundments or landfills for disposal.
This extremely fine, dry, and dusty powder is typically conditioned by adding water to the solids before loading into trucks for disposal. CKD can be difficult to get a consistent moisture content to ensure that all the dry solids are wetted to a dustless mixture.
This vibrating indirect cooling conveyor is used to cool thermally treated hazardous waste from 600°F to 200°F using water as the cooling medium. The conveyor is 5 feet wide by 50 feet long. The conveying trough uses deck plates with convoluted embossing, through which the cooling water flows to remove the heat from the hazardous waste. The cooling chamber is totally enclosed and vented. It is made of carbon steel and the industrial vibration motor uses a natural frequency design with a low HP.
Indirect cooling vibratory spirals incorporate very long cooling lengths and large surface areas for extended residence time for the cooling of air sensitive granular solids. These types of solids can include crumb rubber, granular chemicals, and food products, such as rice.
The large spiral conveyors incorporate a variable rate, two mass, natural frequency drive technology that allows for the fine tuning of the residence time for optimized cooling. The cooling chambers can be totally enclosed and conditioned with air or inert gas purged as the application requires.
The cooling spiral as shown above is 78 inches in diameter with an overall lift of 21 feet. The conveyor is driven by (2) 3 HP industrial vibration motors. The spiral incorporates 240 square feet of cooling trough and 420 square feet of cooling surface area. It uses water flowing under the conveying trough for the cooling of the granular solids in the pan.
In this system, an indirect cooling vibratory conveyor is used to cool regenerated catalyst from 3,000°F to 300°F. This is done using 180°F cooling water obtained from a previous cooling step in the regenerative process.
Final dewatered ash, or char, being fed off the dewatering screen
This boiler ash handling and recovery system is designed to remove unburned carbon (char), ash, grit, and sand from wastewater discharged from a wood and bark power boiler. Slurry, composed of water and solids, is sent from the wet precipitator to the dewatering screen at rates of 800 to 2,200 GPM. The HI-G dewatering screen uses (2) low horsepower, industrial vibration motors to apply a high G-force on the urethane screen panels. This separates the water from the solids.
Vibrating tables used to compact resin powder in boxes
Eight industrial vibrating tables were used to compact resin powder in boxes that were filled to a weight of 55 pounds per box. The customer wanted to reuse their existing packaging head to fill the boxes.
Each vibrating table has a powered roller deck, load cells to weigh each box, and controls to automate the box filling process.
Five vibrating feeders were used in a reclaim system to transfer pre-crushed quarry stone from storage onto a take away belt conveyor. Each vibrating feeder is mounted on the bottom of a receiving hopper.
These vibrating screens process wet, green wood chips before sending them to a dryer. A total of (3) vibrating screens were used to remove the fines from the wood chips. The fines are diverted to a combustor and used for fuel.
Each screen uses a natural frequency drive system, with an industrial vibration motor to power the system. The screen decks are interchangeable and replaceable as needed.